La cosmética sostenible no solo depende de los ingredientes utilizados, sino también de cómo se fabrican. En un mundo donde reducir la huella ambiental es una prioridad, la industria apuesta por procesos más eficientes y responsables. Así, la esterificación enzimática emerge como una alternativa clave en la producción de emolientes, logrando reducir el consumo energético y las emisiones sin comprometer la calidad del producto.
Este avance biotecnológico permite repensar la formulación de cosméticos, equilibrando innovación y sostenibilidad para responder a las nuevas exigencias del mercado y del planeta.
Introducción
La necesidad urgente de actuar frente al cambio climático y la creciente tendencia hacia productos de cuidado de la piel más sostenibles están transformando la manera en que se fabrican los ingredientes cosméticos. La catálisis enzimática, como proceso biotecnológico, ofrece una vía para mejorar el perfil ecológico de una formulación específica. Y Evonik está liderando la fabricación comercial de emolientes cosméticos mediante un proceso enzimático, lo que ayuda a reducir la huella climática de las formulaciones cosméticas y permite a los fabricantes diseñar productos cosméticos y de cuidado personal más ecoeficientes.
La huella climática de los emolientes
Los emolientes son ingredientes cosméticos que pueden ayudar a mejorar la retención de humedad en la piel y proporcionar una textura suave y agradable. Desempeñan un papel fundamental en las formulaciones de cuidado personal, especialmente en productos para la piel y el cabello, donde su función principal es mejorar la experiencia sensorial y el rendimiento general del producto. En una formulación típica de aceite en agua (O/W), los emolientes tienen, con diferencia, el mayor impacto en la huella climática en comparación con otros ingredientes. La Figura 1 muestra el peso de los ingredientes en una formulación O/W típica en relación con su contribución en equivalentes de CO2. Mejorar la huella climática de los emolientes permite reducir significativamente el impacto ambiental de la formulación final.

Figura 1. Impacto medioambiental de un producto de mercado por tipo de ingrediente.
Repensando la fabricación de emolientes con biotecnología
Los emolientes ésteres han sido tradicionalmente fabricados mediante un proceso de esterificación de alta energía con materias primas derivadas de combustibles fósiles. La producción de materiales precursores y auxiliares, como los catalizadores metálicos, junto con el procesamiento a altas temperaturas, puede generar una mayor carga de emisiones de gases de efecto invernadero.
Gracias a la biotecnología, es posible fabricar emolientes ésteres utilizando materias primas biogénicas y un proceso enzimático a baja temperatura. Este enfoque genera menos subproductos y reduce los residuos, contribuyendo a una menor huella climática.
Tecnología enzimática
En el caso de Evonik, se emplea un proceso de esterificación enzimática en el que se utilizan enzimas como biocatalizadores para combinar ácidos grasos y alcoholes en la producción de emolientes ésteres. Este método ofrece varios beneficios ambientales. En primer lugar, se basa en materias primas de origen vegetal. En segundo lugar, el proceso es eficiente en términos de energía, ya que opera a bajas temperaturas, lo que reduce la huella de carbono en comparación con los métodos convencionales. Y, en tercer lugar, no requiere disolventes, minimizando así la contaminación potencial en el proceso de producción.
Los procesos enzimáticos suelen generar menos subproductos, lo que simplifica las operaciones de procesamiento posteriores. Los productos resultantes presentan una alta pureza y calidad, además de ser fácilmente biodegradables, cumpliendo con las expectativas ambientales actuales.
Evaluación del impacto de los emolientes fabricados enzimáticamente
La evaluación y cuantificación del impacto ambiental de una formulación con un emoliente convencional frente a uno fabricado enzimáticamente puede realizarse mediante análisis de ciclo de vida. Un análisis "de puerta a puerta" (Scope 2) examina el proceso de producción dentro de los límites operativos de una empresa, desde la entrada de materiales hasta la finalización del producto (entradas y salidas de recursos durante la fase de fabricación sin procesos anteriores ni posteriores). Por otro lado, un análisis "de la cuna a la puerta" (Scope 3 + 2) evalúa el impacto ambiental de un producto desde la extracción inicial de las materias primas hasta el punto en que el producto sale de la instalación de fabricación (sin procesos previos).
En los ejemplos siguientes se describen los análisis «de puerta a puerta» y «de cuna a puerta» de los procesos de esterificación convencional y enzimática.
Análisis de puerta a puerta: esterificación convencional vs enzimática
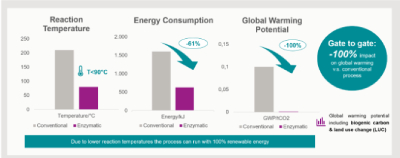
Figura 2: Comparación puerta a puerta de los procesos de esterificación convencional y enzimática. Producción de 1000 kg de caprilato de fenoxietilo.
En la esterificación convencional, la temperatura típica es superior a 200°C, mientras que en la esterificación enzimática se mantiene por debajo de 90°C. Esta diferencia reduce el consumo de energía en aproximadamente un 60% cuando se emplea la esterificación enzimática en lugar del proceso convencional. Gracias al uso de electricidad renovable, el potencial de calentamiento global puede disminuir hasta en un 100% al optar por la esterificación enzimática.
Análisis de cuna a puerta: combinación de materia prima biogénica con esterificación enzimática
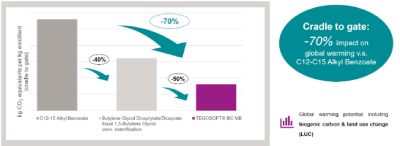
Figura 3: Comparación de principio a fin del benzoato de alquilo C12-C15, el dicaprilato/dicaprato de butilenglicol fabricado químicamente y el TEGOSOFT® BC MB de base biológica producido enzimáticamente.
En la Figura 3 se comparan tres ejemplos: el C12-15 Alkyl Benzoate como referencia, el emoliente Butylene Glycol Dicaprylate/Dicaprate obtenido mediante la esterificación de 1,3 Butylene Glycol y ácido caprílico/cáprico, y el producto TEGOSOFT® BC MB de Evonik, fabricado por esterificación enzimática. Al emplear una materia prima biogénica o de origen vegetal junto con la esterificación enzimática, las emisiones de CO2 equivalentes pueden reducirse en un 70%.
Mejorando la sostenibilidad de una formulación
El nivel de sostenibilidad de una crema O/W típica puede mejorarse mediante el uso de emolientes enzimáticos. En una prueba de formulación, se sustituyó una emulsión para el cuidado de la piel que utilizaba ésteres convencionales por ésteres fabricados enzimáticamente.
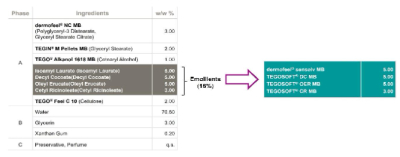
Figura 4: Ejemplo de emulsión para el cuidado de la piel elaborada con ésteres convencionales comparada con una emulsión para el cuidado de la piel elaborada con ésteres enzimáticos.
Al utilizar productos que contribuyen a la producción de palma sostenible (RSPO MB) en lugar de palma convencional en la emulsión, el potencial de calentamiento global puede reducirse en un 47%. Si además se cambia el proceso de producción, este potencial se reduce en otro 37%. En total, la comparación con los emolientes ésteres convencionales muestra una reducción del 67% en el impacto ambiental de la emulsión para el cuidado de la piel, como se observa en la Figura 5.

Figura 5: Comparación «de cuna a puerta» de una emulsión para el cuidado de la piel con ésteres convencionales frente a una formulación similar con ésteres enzimáticos en combinación con materias primas de la Mesa Redonda sobre Aceite de Palma Sostenible (RSPO MB). El impacto global sobre el calentamiento global puede reducir.
Mayor calidad y mejor pureza
Además de los beneficios ambientales, los emolientes fabricados mediante esterificación enzimática pueden ser de una mayor pureza y calidad. Este proceso utiliza enzimas específicas que catalizan la síntesis a nivel molecular, reduciendo la formación de subproductos en comparación con los métodos químicos convencionales. La precisión de las reacciones enzimáticas permite un mejor control sobre las características del producto, lo que garantiza una calidad y un rendimiento consistentes en las formulaciones.
Fabricación de productos de alta calidad con menos subproductos
En la Figura 6, se compara la cantidad de fenol como subproducto para la esterificación convencional frente a la esterificación enzimática para TEGOSOFT® XC MB (INCI: Phenoxyethyl Caprylate).
.jpg)
Figura 6: Contenido de fenol para la catálisis enzimática frente a la esterificación convencional para TEGOSOFT® XC MB. *Contenido de fenol medido con cromatografía de gases, 5 ppm es el límite de detección del método.
Al pasar del proceso de esterificación convencional a la síntesis enzimática, la cantidad de subproducto fenol puede reducirse por debajo del límite de detección del método.
Asimismo, debido a la alta regioselectividad del proceso enzimático, la cantidad del subproducto y materia prima Alcohol Cetílico y del dímero puede reducirse significativamente. El resultado es un producto de mayor pureza.
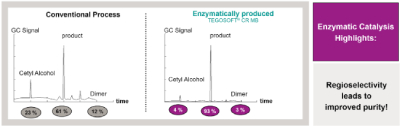
Figura 7: Cromatogramas de gases que comparan el producto Ricinoleato de cetilo producido mediante un proceso de esterificación convencional y el TEGOSOFT® CR MB producido enzimáticamente.
Como se ilustra en la Figura 7, los cromatogramas de gases demuestran las diferencias entre el ricinoleato de cetilo producido convencionalmente y el TEGOSOFT® CR MB producido enzimáticamente. Los cromatogramas muestran una reducción de los picos correspondientes al alcohol cetílico de la materia prima y de los subproductos dímeros en el producto enzimático, lo que indica una mayor pureza del producto.
Conclusión
A medida que la demanda de los consumidores favorece ingredientes cosméticos de alta calidad y producidos de manera más sostenible, los emolientes fabricados enzimáticamente ofrecen a los formuladores una solución para desarrollar productos eficaces y respetuosos con el medio ambiente. Este artículo demuestra que los emolientes obtenidos mediante procesos enzimáticos no solo reducen la carga ambiental de los cosméticos, sino que también presentan una alta pureza y calidad.
Descarga sugerida:
Artículo escrito por:
Ivy Hou, Verena Dahl, Peter Becker, Janina Meyer, Renate Maier y Alexander Nymand-Andersen
,Evonik
